Reasonable application of high efficiency and special purpose crankshaft processing machine
Efficient speciality is a typical feature of crankshaft manufacturing equipment. Due to the particularity of the structure of the crankshaft, the speciality of the machine tool is determined. Only by properly applying the appropriate machine tool can the high-efficiency speciality of the crankshaft machine tool be realized, thereby improving the processing efficiency of the process.

The high efficiency of the engine crankshaft processing machine is a typical feature of crankshaft manufacturing equipment. The basic requirements for “efficiently efficient†machine tools are high stiffness, high speed and high power. The basic feature of high-efficiency special-purpose machine tools is the “tailor-made†type, which provides personalized products according to user needs.
Overall solution requirements
High-efficiency dedicated machine tools are “lean machine tools†that remove redundancy and are highly efficient and highly targeted. The delivery method of modern high-efficiency special machine tools is the overall solution. The overall solution has the following requirements:
1. Collaborative engineering is required from the development of the equipment to the start-up of production - with upstream and downstream partners (suppliers) and users, through the design of a dynamic alliance. Joint development runs through the entire process, serving users throughout the product life cycle.
2. Suppliers are familiar with user products (including new products that predict medium-term development), are familiar with user processes, have programming capabilities, equipment optimization capabilities, process equipment capabilities, and integration capabilities to integrate process systems, logistics systems, and information systems into Manufacturing unit and corresponding personnel training.
3. Suppliers are required to have independent technological innovation capabilities, providing not only comprehensive but also the “best†solutions that can be achieved by contemporary technology standards. Independent innovation that encourages suppliers to “pull†user needs. At the same time, a number of innovations accumulated in the process of joint development with users lay the foundation for the “originality†of the developed products.
4. Suppliers are also required to have economic analysis capabilities, be able to propose several options and quotations based on user funds (including dynamic funds), and provide investment return period and profit analysis for users.
5. Require users to provide drawings of the workpieces to be machined or their typical workpiece drawings and technical requirements; propose the productivity (single piece processing time) and quality level (all should be appropriate high level); the workpiece is processed before and after the machine tool The situation allows the machine tool to be put into production as soon as it arrives at the factory, and the processing efficiency and processing quality can immediately and reliably meet or exceed the requirements originally set by the user, and quickly create benefits.
Three cases of typical crankshaft high efficiency special machine tools
1. CNC car - car pull machine
The brake technology originated from a technical patent in the United States and has been gradually developed in crankshaft machining. The current development is more common, and it is widely used in the machining of the main journal and the connecting rod journal of the semi-finished crankshaft. The form of the car pull technology can be divided into three types: linear car pull, inner ring cutter rotary car pull and outer ring cutter rotary car pull. The car pull process was developed around 1983. From the short period of 1983 to 1988, the car pull process developed from a linear type to a rotary type. In 1988, it developed into a car-car pull process. The cutting method is also gradually replaced by the combing process. The main features are: one setting can complete all concentric turning, with the same car-car drawing on the same machine, high efficiency, through the use of special chucks and tools The system realizes the advantages of flexible processing, simple maintenance of machine tools and low maintenance cost. It is especially suitable for crankshafts where the side of the balance block does not need to be machined and the journal has undercut grooves. The broaching process can be replaced by an efficient combing technique. The combing process is usually placed in the last step of the process, and high-speed finishing is achieved by a small amount of radial feed and longitudinal turning. The comb knife process has the advantages of high precision, high efficiency, easy chip cleaning and small axial feed.
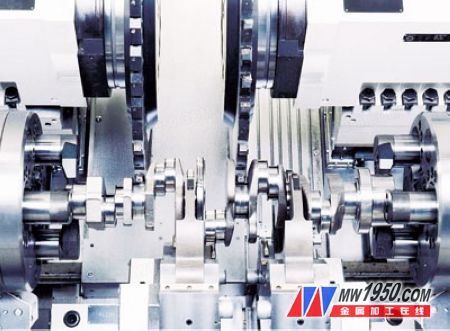
Shown as double-cutter car-car pull machine
2. CNC high speed outer milling machine
The CNC high-speed external milling technology developed in the mid-1990s has a higher efficiency than CNC turning, CNC internal milling and car-pull. Taking the four-cranked crankshaft as an example: the CNC car-car pull process requires two processes for the connecting rod journal, and the CNC high-speed external milling can be completed by one process (application of workpiece rotation and milling cutter feed servo linkage control technology, One-time clamping does not change the crankshaft slewing center and follow-up of the crankshaft of the crankshaft. It has the following advantages: high cutting speed (up to 350m/min), short cutting time, short process lap time, and cutting force Small, low temperature rise of the workpiece, high tool life, fewer tool changes, higher machining accuracy and better flexibility. Therefore, CNC high-speed external milling will be the development direction of crankshaft main journal and connecting rod journal roughing.

Double cutter high speed outer milling machine
3. CNC internal milling machine
CNC internal milling is a process that appeared in the mid-1980s. The performance index of CNC internal milling is higher than that of ordinary external milling. Especially for forged steel crankshafts, internal milling is more conducive to chip breaking and rigidity. The CNC internal milling and milling process is one of the advanced processing methods for crankshaft connecting rod neck roughing in the world. Especially the machining and milling process of high-power forged steel crankshaft is the first choice. The internal milling machine has a variety of machining forms. The most widely used is the crankshaft fixed CNC crankshaft internal milling process. The main features are: high production efficiency, good machining accuracy, wide application range and good flexibility. Its representative process equipment has CNC crankshaft milling machine series developed by Germany HELLER company. Its main functional features are: the crankshaft is fixed after the fixed, the milling cutter follows the connecting rod neck milling; the machine bed is a composite material integrated structure; the electronic synchronous motor rotates at both ends of the workpiece; has dry cutting, high machining precision and cutting efficiency Higher characteristics. The control system can generate an automatic machining program by inputting the basic parameters of the part.
Reasonable application of typical crankshaft high efficiency special machine tools
Crankshaft high-efficiency special machine tools also have its processing limitations. Only by properly applying suitable machining tools can the high-efficiency speciality of the crankshaft machining machine be realized, thereby improving the processing efficiency of the process.
1. When the crankshaft journal has an undercutting groove, the CNC internal milling machine cannot be machined; if the crankshaft journal has an undercutting groove, the CNC high-speed external milling machine and the CNC internal milling machine cannot be processed, but the CNC-car pulling machine Can be easily processed.
2. When the side of the balance block needs to be machined, the CNC internal milling machine should be the preferred machine tool. Because the inner milling cutter is positioned outside the circle and has good rigidity, it is especially suitable for machining large forged steel crankshafts; at this time, it is not suitable for CNC machine-car pulling machine tools. Because the machining of the balance block on the side of the crankshaft requires machining, the CNC side-car pulling machine is used for machining, the side of the balance block is interrupted cutting, and the crankshaft speed is very high. Under such working conditions, the phenomenon of chipping is more serious.
3. When the journal of the crankshaft has no undercutting groove and the side of the balancer does not need to be machined, in principle, several machine tools can be processed. When machining the car crankshaft, the spindle neck adopts the CNC car-car pull machine tool, and the connecting rod neck adopts the numerical control high-speed outer milling machine tool, which should be the best efficient machining option; when processing the large forged steel crankshaft, the main journal and the connecting rod neck are both It is more reasonable to use CNC internal milling machine.
The crankshaft can be divided into a large forged steel crankshaft and a lightweight car crankshaft. The forged steel crankshaft journal generally has no undercutting grooves, and the side needs to be processed, and the margin is large; the car crankshaft generally has a sunken slot, and No machining is required on the side. Therefore, it can be concluded that the machined forged steel crankshaft adopts the numerical control internal milling machine tool, the machining of the crankshaft main neck of the car adopts the numerical control vehicle-car pulling machine tool, and the connecting rod neck adopts the numerical control high-speed outer milling machine tool, which is a reasonable and efficient processing option.
Non-radioactive Calcium Carbonate Carrier Additive
Calcium Carbonate Powder for Plastic Additive,Calcium Carbonate For Pvc Pipes,Calcium Carbonate Chemistry,Calcium Carbonate Minera
Changxing Wanxing Building Material Co., Ltd. , https://www.wxbuildingmaterials.com