Ultrasonic impact method to improve fatigue strength of welded joints
Welded joints are a weak link in the durability of components. Therefore, it is an important issue to improve the fatigue strength of welded joints when developing high-performance welded components.
Generally, the more important welded members are made of high-strength steel. As the tensile strength of the steel increases, the fatigue strength increases accordingly. Studies have shown that for high-strength steel structure welds that are not processed after welding, the fatigue strength does not increase with the increase of tensile strength due to factors such as stress concentration at the weld toe, so it cannot be reflected. The superiority of using high strength steel [1]. Therefore, although the strength and service life of the high-strength steel such as ultra-fine grain structure steel are greatly improved, the quality and performance of the welded joint on the specific steel structure are the main factors that restrict the structural strength and life. Only when the weld is processed can the performance be improved.
Research and practice have shown that fatigue fracture is the main form of metal structure failure, especially some important structures that are severely loaded. Fatigue failure of the welded joint generally occurs at the weld toe of the welded joint. If the cracking performance of the fatigue crack at the weld toe can be improved, the fatigue strength of the welded structure will be effectively improved. Related conventional methods, such as tungsten sub-arc welding (TIG) welding, mechanical grinding, explosion, shot peening, overloading, partial calendering, local heating, and hammering. Some of these methods are still in the laboratory stage, some are labor intensive and the production efficiency is not high. The traditional post-weld heat treatment has little practical significance for ultra-fine grain structure steel. At present, the common application is the ordinary hammering method, the TIG welding method and the shot peening method. The ordinary hammering method has high noise, low efficiency, high labor intensity, poor controllability and unstable effect. The TIG welding method is complicated in construction process, and improper operation may cause side effects. Shot peening is one of the most practical applications, but it has the disadvantages of high noise, large equipment, large power consumption, etc., which are not conducive to energy saving, inconvenient to move operations, and difficult in field construction. Due to the rebound of the pellets, there are still safety protection problems, and the pellets need to be recycled. [2] The author uses ultrasonic impact to improve the fatigue strength of welded joints and structures. The method has been adopted at home and abroad, and the mechanism for improving the fatigue strength is basically consistent with hammering and shot peening. Due to its light weight, good controllability, flexible and convenient use, low noise, high efficiency, strong applicability, low cost and energy saving and environmental protection, ultrasonic shock has initially shown its unique advantages for improving joint fatigue performance.
1 Ultrasonic impact test
1. 1 Ultrasonic impact method The ultrasonic generator is used to convert 50 Hz power frequency AC power on the grid into 20 kHz ultrasonic frequency alternating current, which is used to excite the transducer of the acoustic system. The acoustic system converts electrical energy into mechanical vibration of the same frequency, and transmits this part of the ultrasonic vibration to the weld on the workpiece under the action of its own weight and a certain pressure applied by the outside, so that the welding of a certain area centered on the weld toe is performed. The joint surface produces a plastic deformation layer of sufficient depth. Therefore, the shape of the weld and the transition zone of the base metal (weld toe) is effectively improved, the smooth transition is achieved, the stress concentration of the welded joint is reduced, the metal of a certain thickness near the welded joint is strengthened, and the residual stress of the weld is re-adjusted. The field and the ultrasonic impact form a large value of the surface compressive stress which is favorable for the fatigue strength, and at the same time, the microstructure is changed, the structure of the joint region is improved, and the fatigue strength of the joint after the impact treatment is remarkably improved.
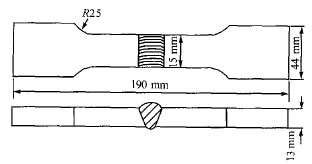
1.2 Test materials In order to confirm that the ultrasonic impact treatment method has a good effect on improving the fatigue strength of welded joints, a confirmatory comparative fatigue test was carried out. The two sets of test pieces were taken from the X65 pipeline steel as the verification object: the first group was the original butt welded joint sample without any treatment, and the second group was the butt joint specimen after ultrasonic shock treatment. It is manufactured by single-sided welding double-sided forming welding process, and the joint adopts the form of butt joint. The form of its manufacturing process is shown in Figure 1. The mechanical properties of X65 pipeline steel materials are shown in Table 1.
1.3 Implementation method of ultrasonic impact treatment of welded joints The ultrasonic joint impact device developed by Tianjin University was used to impact the welded joint of X65 steel test piece. The specific operation method is as follows: the ultrasonic impact gun is aligned with the weld toe portion of the test piece, and is substantially perpendicular to the weld bead; the impact needle array of the impact head is arranged along the weld direction; a certain pressure is slightly applied to make it

The impact treatment is performed under the condition that the actuator (impact gun) is self-weight. When processed, the excitation current is zero. 5 A, and with 0. The processing speed of 5 m / min was treated 4 times back and forth. During the impact process, the impact gun is angled in a direction perpendicular to the weld to obtain a smoother transitional shape of the weld toe.
1.4 Fatigue performance test equipment and method Test The fatigue performance test was carried out on the Hongshan 100 kN high frequency fatigue tester. The static load accuracy of the test machine is ±0. 20%, dynamic load amplitude fluctuation full scale is ±20%. Load application: loading frequency is 101Hz, load type is tensile load, stress cycle ratio R = 0.1.
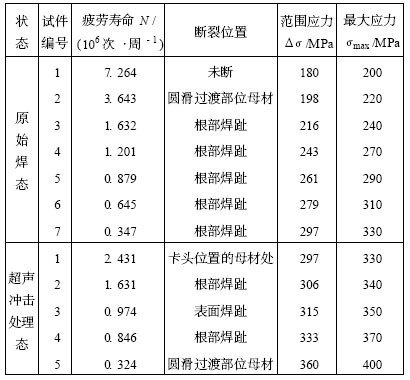
2 Test results and analysis The fatigue test results of the single-sided welded double-sided butt joint specimens of the original welded state and the ultrasonic shock treated state are shown in Table 2.
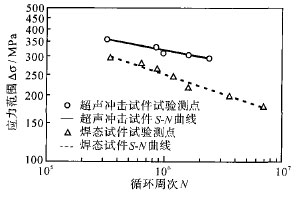
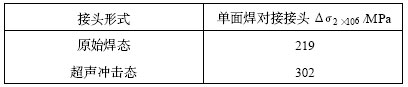
According to the statistical method specified by the International Welding Society (IIW) steel structure cyclic loading fatigue design specification, the corresponding fatigue test data of the butt joint in the test [3], the joint squeezing state and the SN curve of the joint impact state are shown in Fig. 2. It can be seen from Figure 2 that the ultrasonically impacted joint SN curve is significantly higher than the original welded joint. The fatigue strength Δσ ( 2 × 106) in various joint states is shown in Table 3. It can be calculated from Table 3 that the fatigue strength after ultrasonic shock treatment is increased by 37 compared with the original welded state. 9%.
In order to obtain the change of the fatigue life of the test piece before and after the ultrasonic shock treatment at the same stress level, the corresponding test data in Table 2 are fitted according to the equation Sm N = C [ 2 ] (see Table 4 for the parameters of the SN curve). The fatigue life of the welded specimens of the X65 steel welded joints under the corresponding stress range of 1×107 times and the ultrasonic state of the welded specimens with the corresponding stress range of 1×105 times is obtained. The fatigue life of the impact-treated test piece was shown in Table 5.

Comparing the fatigue life of the original welded state and the ultrasonic impact treated specimen in the same stress range in Table 5, the results show that the fatigue life of the X65 steel butt welded joint after ultrasonic shock treatment is prolonged, and the rough estimate is the original welded joint. 1. 85 ~ 11 times.

Table 5 Fatigue life study of welded and impact joints shows that after the welded structure is made, the main factor affecting the fatigue strength of the weld is the stress concentration of the weld, and the stress concentration of the weld is related to its shape parameter (geometric factor). closely related. When manufacturing a common welded structure, a fusion welding method is generally used. In most cases, a certain filling metal is required, so that there are residual heights, pits, and various welding defects at the joint portion, resulting in severe stress concentration. At the same time, a certain value of welding residual tensile stress is generated. In most cases, the effect of residual tensile stress on the fatigue strength of the welded structure is unfavorable. Numerous studies have shown that the weld toe is at a distance of 0 from the surface. At about 5 mm, there are generally defects such as slag, which are sharper, which is equivalent to the early initiation of fatigue cracks [4]. Under the combined action of stress concentration, weld toe slag defects and welding residual tensile stress, the fatigue strength is seriously reduced.
Ultrasonic impact method is adopted after welding to repair the geometric shape of the joint, reduce the stress concentration caused by the residual height and eliminate the defects on the surface of the weld toe, adjust the residual stress field of the weld, eliminate its negative influence, and make it change in the direction of improving the fatigue strength. It is obviously the main reason for greatly improving the fatigue strength of welded joints and structures [5-7].
It is worth noting that the presence of welding defects inevitably reduces the fatigue strength of the welded joint. The internal control of the structure can effectively curb the occurrence of these defects through the strict control of the welding quality, but the surface defect is also a factor that can not be ignored to reduce the fatigue strength. During the impact treatment, a small section of shallow cracks (unfused) was exposed to the weld toe of individual test pieces, and the crack disappeared after impact treatment. Although the cross-sectional area was relatively reduced, it did not affect the fatigue life value of the test piece. This means that small defects that are not deep on the surface or buried can be eliminated by ultrasonic shock treatment. This effect contributes to the improvement of the fatigue life and strength of the welded joint.
The ultrasonic impact method is used to improve the fatigue life of the welded joint, and the effect is remarkable. The method can greatly improve the fatigue strength of the joint, and make the welded joint close to the fatigue strength of the base metal, even higher than the base metal. Therefore, the welded joints with reasonable design, good joint welding quality and moderately treated by ultrasonic shock, which are subjected to low-stress dynamic loads, will no longer be weak links.
3 Conclusions X65 steel welded joints were studied. The fatigue strength Δσ(2 × 106 ) of the original welded state of the specimen was 219 MPa, and the fatigue strength Δσ (2 × 106 ) of the welded joint after ultrasonic shock treatment was 302 MPa. The ultrasonically impacted X65 pipeline steel butt welded joints have a fatigue strength of 37.9% higher than that of the original welded joints, and the fatigue life under the same stress range is 1.85 to 11 times that of the original welded joints. Ultrasonic impact treatment can significantly improve the fatigue performance of the butt welded joint of X65 steel pipe. The test proves that ultrasonic shock is a kind of effective and easy to operate measures to improve the fatigue performance of welded joints after welding.
Preservation Plastic Container,Microwave Food Container,Condiment Storage Containers,Plastic Food Container
Leqishi Plastic Products Co., Ltd. , http://www.plastic-food-containers.com